
Jakkard süni xəz istehsalında toxuculuq iynələrinin divar istiqamətində qeyri-bərabər lif yeməsi problemini necə həll etmək olar?
Jakkard dairəvi toxuculuq maşınında, toxuculuq iynələri lifi götürmək üçün ilgəkləndikdən sonra, doferdə qalan spiral "lif kəməri" qalır ki, bu da darama başlığının aşağı hissəsinin iynələnməmiş hissəsinə uyğundur. Toxuculuq iynələrinin bu hissəsinin də ilgəkləndiyini və Lif götürüldüyünü fərz etsək, doferin səthi çox təmiz olacaq, "lif kəməri" yoxdur, buna görə də bu "lif kəmərində" lifi götürmək üçün bir iynə olduğu müddətcə, digər toxuculuq iynələrindən daha çox lif olacaq və o, lif istiqamətində görünəcək. Lif qeyri-bərabərdir, buna görə də əsas məsələ doferdə mövcud olan "lif zolağı"nı aradan qaldırmaqdır. Təmizləyici rulonun yoxlanılmasını gücləndirin və onu yaxşı işlək vəziyyətdə saxlayın və uzununa istiqamətdə qeyri-bərabər lif yeməsi olmayacaq.
Bitirmə zamanı kənarların işlənməsindən əlavə, spandeks formasının qıvrılma problemini həll etməyin başqa bir yolu varmı?
Kənarlaşma, toxunma prosesi zamanı iplik əyildikdən sonra ipliyin öz daxili gərginliyinin təsiri altında düzlənməyə çalışması nəticəsində yaranan toxunma parçalarının xüsusiyyətidir. Kənarlaşmaya təsir edən amillərə parça quruluşu, iplik burulması, ipliyin xətti sıxlığı, ilgək uzunluğu, iplik elastikliyi və s. daxildir. Buruqlaşmanın öhdəsindən gəlməyin iki yolu var: biri yüksək temperaturda formalaşdırma yolu ilə ipliyin daxili gərginliyini aradan qaldırmaq; digəri isə ipliyin daxili gərginliyini aradan qaldırmaq üçün parça quruluşundan istifadə etməkdir.
Tək forma tək tərəfli bir parçadır, qıvrılması təbiidir, spandeks ipliyi əlavə edildikdən sonra qıvrılma dərəcəsi güclənir və spandeks yüksək temperaturlara davamlı olmadığı üçün onun qurulma temperaturu və vaxtı məhduddur, buna görə də qurulma ilə təyin edilə bilməz. İpliyin daxili gərginliyi yaxşı sərbəst buraxılır və bitmiş parça hələ də müəyyən dərəcədə qıvrılacaq və ölçü bitirmə prosesində qaçılmaz bir ölçüyə çevriləcək.
Lakin, toxuculuq prosesində parça strukturundakı dəyişikliklər parçanın qıvrılmasını aradan qaldırmaq və ya azaltmaq üçün də istifadə edilə bilər. Məsələn, tək tərəfli iynəli tor strukturunun kənarlaşdırma xüsusiyyəti yoxdur, buna görə də tor strukturu parça açılış xəttinin hər iki tərəfindən 2 sm məsafədə toxunaraq cersi kənarlaşdırma problemini həll etmək olar. Toxunma prosesi aşağıdakı kimidir.
Toxuculuq iynələrinin düzülüşü: Toxuculuq iynələri AB…ABABCDCDCD…CDCDCDABAB…AB sırası ilə düzülmüşdür və CD toxuculuq iynələrinin mövqeyi açıq en xəttinin hər iki tərəfindəki tor quruluşudur.
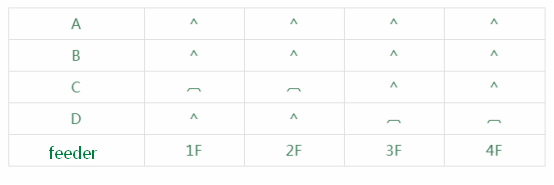
Kam düzülüşü: bir döngədə 4 yol və kam düzülüşü aşağıdakı cədvəldə göstərilib.
Yayımlanma vaxtı: 08 sentyabr 2021